东莞市大班金属制品有限公司
专注铝合金重力铸造
专业: 汽摩配件
泵体耐压件
大型机械件
幕墙结构件
泵体耐压件
大型机械件
幕墙结构件
客户服务热线
18819114123
18819114123
专注于铝合金铸造

可以根据客户的要求,来样,来图进行模具的设计和产品的生产。

专业设计制作各种铝合金铸造类模具,及铝合金铸造和机械加工为一体。

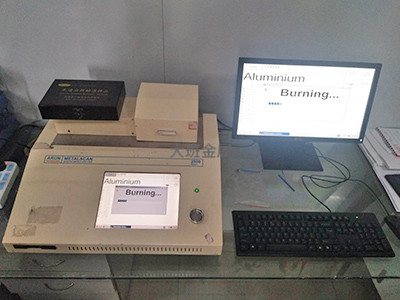
专业的设备,对铝合金铸造尺寸进行高精度检测;严格把控产品质量。

铝合金的熔点较低,铸造性能好,广泛应用于汽车、医疗,自动化等领域。
大班·产品展示
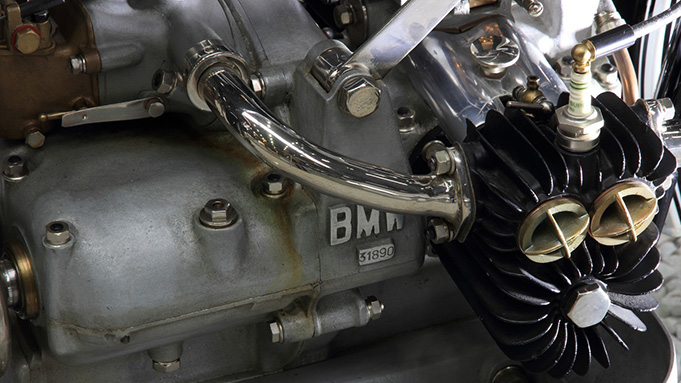
大班·应用案例
产品广泛应用于汽车、医疗,自动化等领域




 产品优势
产品优势 技术优势
技术优势 应用优势
应用优势 售后服务
售后服务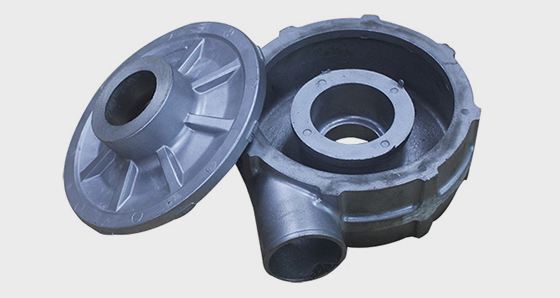
● 厂家生产销售,拥有一定的货源储存,减少供货时间。
● 产品性能高,塑性好,多量下单更优惠。
● 原材料铝合金,密度低,耐腐蚀,可重复利用,品质保障。

● 公司有着10年以上经验的生产技术团队,操作更专业。
●配套抛丸机,喷砂机,热处理机器,CNC数控加工中心等设备 。
●可根据客户要求来图来样进行专业定制 。
● 产品适用于汽摩配件,火车零件,机械零件,马达风机等。
●严格工艺控制和严格的出厂检测。
●每道工序都有QC进行严格的质量把控 。

● 经验丰富的售后服务团队,确保每一个客户都能得到优质的售后服
务,确保售后问题得到及时的解决。
● 坚持以稳定可靠的产品及周到的售前售后服务来回馈广大客户,努
力使每一个客户都成为老顾客。
东莞市大班金属制品有限公司
Dongguan daban Metal products Co., Ltd.大班·新闻中心

 常见问题
常见问题